文章图片
文章图片
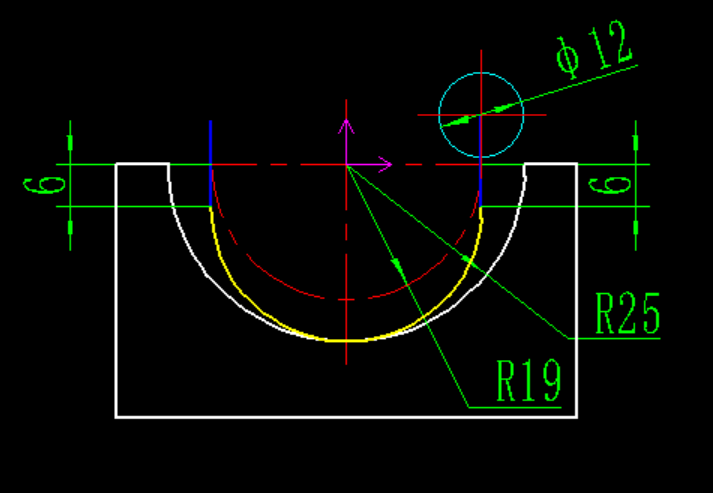
前几天一个朋友问我G19平面圆弧指令加工半孔的宏程序 , 我编制了一个参考程序 , 大家一起研究一下 , 先看下平面刀轨图:
半孔半径为25 , 刀具为D12R6球刀 , 单向走刀的参考程序:
G90G54G40G1Z100F1000M03S1500
G1X-7Y0
Z6
#4=-7
WHILE[#4LE201
DO2
G1X#4
G1Y-19F500
G1Z-6
G19G3Y19R19F500
【拼多多|FANUC数控铣床编程实例54 半孔铣削-G19平面圆弧单向及往复走刀宏程序编制】G1Z6
G1Y0
#4=#4+0.2
END2
G1Z5F200
Z100F1000
M5
M30
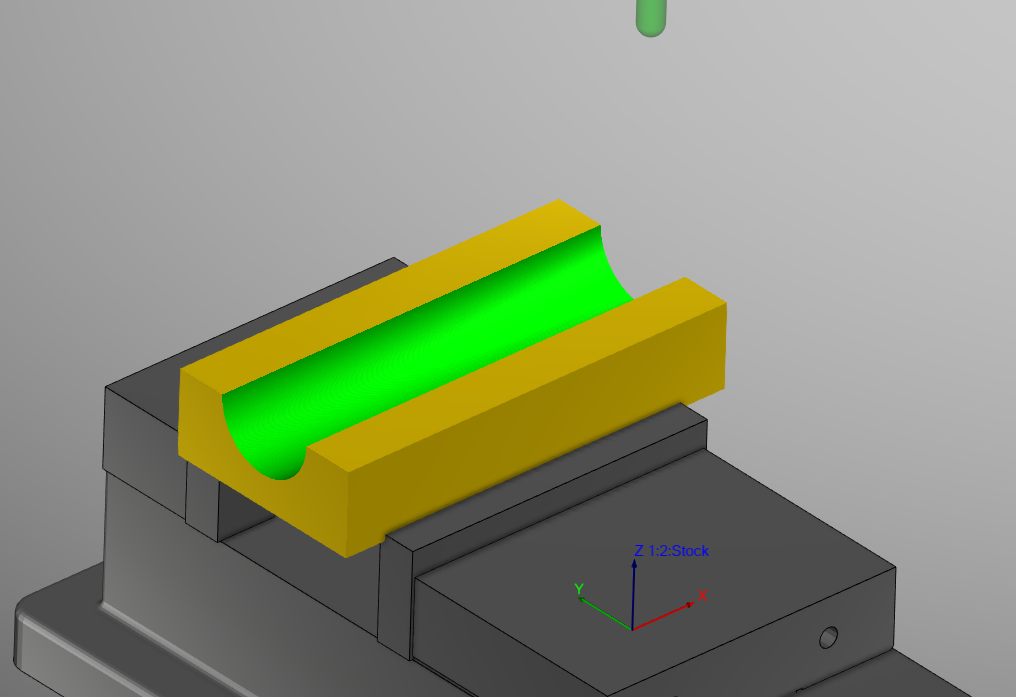
毛坯状态:
仿真结果
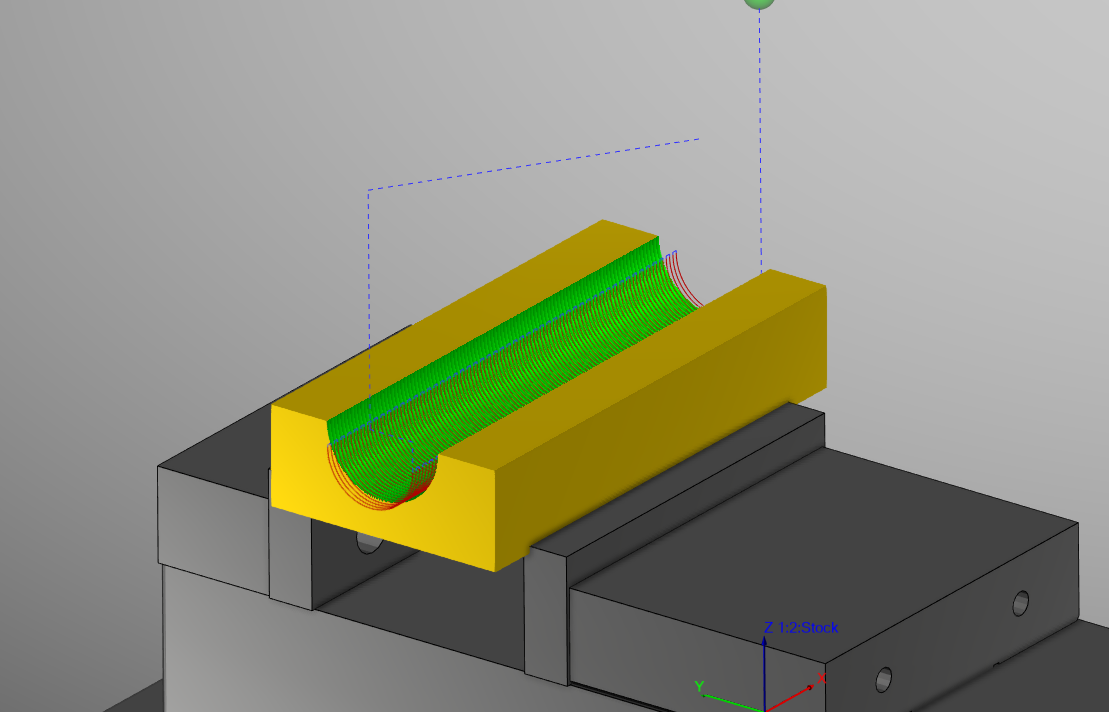
走刀轨迹:
往复走刀加工程序:
G90G54G40G1Z100F1000M03S1500
G1X-7Y0
Z6
G1Y-19
#4=-7
WHILE[#4LE201
DO2
G1X#4F500
G1Z-6
G19G3Y19R19F500
G1Z-5
#4=#4+0.2
G1X#4
G1Z-6
G2Y-19R19F500
G1Z-5
#4=#4+0.2
END2
G1Z5F200
Z100F1000
M5
M30
仿真结果:
- 华为小米曾经拼命登顶的DXO排行榜,终于没人Care了……
- 华为|华为小米曾经拼命登顶的DxO排行榜 终于没人Care了
- thread|弘辽科技:拼多多商家常见的违规情形都有哪些?
- 拼多多|拼多多最有效的推广方法是什么
- 律师|砍价为什么总差一刀?拼多多回应
- 拼多多|弘辽科技:拼多多OCPX投产不稳定怎么办呢,以下5个技巧解决
- 拼多多|一分价钱一分货 价格贵手机一定好 近期这三款旗舰机最值得入手
- 亚马逊|拼多多在美国上市却不敢在美国运营,因为担心公司被起诉至破产
- 阿姆斯特丹|拉来3573个好友助力,100.0000000%可以免费获得拼多多的商品
- 移动互联网|用户起诉拼多多揭开砍一刀的遮羞布,原来“0.9%”后面省略了小数点